3D-Druck – Stolperstellen, Tipps und Tricks

Jetzt drucke ich doch schon ein paar Jahre mit dem 3D-Drucker.
War es anfangs hauptsächlich Zeug nach fertigen Vorlagen aus dem Internet, sind es mittlerweile eigene Kreationen, die durchaus einen Gebrauchswert darstellen und nicht nur als Deko taugen.
Dabei gibt es viele Stolperstellen und Dinge, die immer wieder nerven.
Ein paar davon will ich hier aufführen und MEINE Lösung dazuschreiben.
Dazu auch Dinge, die vielleicht schon jeder weiß, die aber das Leben mit dem 3D-Drucker erleichtern können.
Ich schreibe ausdrücklich MEINE Lösung, weil jeder andere Vorstellungen hat!
Wäre ja auch zu einfach, wenn alles universell gültig wäre.
Aber ein paar Informationen könnten Euch vielleicht als Starthilfe für eigene Experimente dienen.
Diese Tipps & Tricks Seite wird immer erweitert, wenn ich mal wieder über etwas gestolpert bin.
Also einfach immer wieder mal reinschauen.
Filament
Nach wie vor drucke ich meistens mit PLA.
Das geht am einfachsten und bringt für die meisten Anwendungen die besten Ergebnisse.
PETG ist temperaturstabiler, aber schwieriger zu drucken.
Vor allem habe ich immer wieder Probleme mit der Haftung auf dem Druckbett.
Mittlerweile gibt es PLA-Varianten, die temperaturbeständiger sind und auch für außen taugen.
Daneben gibt es natürlich auch jede Menge weiteres Zeug, wie ABS, ASA, TPU und vieles mehr.
Irgendwie gefällt mir aber für meine Zwecke PLA am besten.
Am liebsten in einer PLA+ oder PLA-Pro Variante.
Neuerdings gibt es sogar PLA, das man tempern kann, d.h. im Ofen eine gewisse Zeit erwärmen, dadurch verändert sich die Struktur und das Material wird deutlich stabiler und sogar temperaturbeständig.
Aktuell drucke ich mit PLA+ Filament von eSun oder von super-filament.de, die Ergebnisse sind ganz in Ordnung.
Meine Druckeinstellung: 228 °C Düse, 0.6er-Düse oder 0.4er-Düse (2 Stück Creality CR6SE), 60 °C BED-Temperatur und Geschwindigkeiten je nach gewünschter Qualität zwischen 50mm/s und 70mm/s
ABS drucke ich nicht, da man dazu ein Gehäuse bräuchte und die Dämpfe ziemlich ungesund sind.
Das tue ich mir im Hobby nicht an.
PETG drucke ich mit 80 °C Board-Temperatur und 235 °C Kopftemperatur bei 60 mm/s.
Manche mögen es heiß, andere sind cool!
In vielen Foren findet man Fragen und Empfehlungen nach der optimalen Einstellung.
Die perfekten Parameter funktionieren dann beim eigenen Drucker nicht und man ist enttäuscht.
Der Grund kann aber ganz einfach sein:
Die meisten 3D-Drucker sind Chinakracher.
Die Bauteile sind Billigstware und haben Toleranzen von 10 % und mehr!
Wenn der eine mit 220 °C gut druckt, braucht der andere 240 °C und trotzdem können beide Drucktemperaturen dieselben sein, denn die Anzeigen sind mehr oder weniger geschätzt.
220 °C + 10% Toleranz sind 242 °C, aber schon 5 °C machen einen Unterschied.
Daher fremde Daten mit Bedacht einsetzen und immer schauen, was der eigene Drucker damit macht.
Als Ausgangsbasis sind solche Empfehlungen aber immer ganz gut.
Mit der Zeit weiß man dann auch, in welche Richtung man seine eigenen Einstellungen verschieben muss.
TPU – Druck – flexibel, wie Gummi!
TPU ist ein sehr interessantes Filament, da es sehr flexibel ist, ähnlich wie Gummie.
Damit kann man Reifen, Dichtungen und sonstige Dinge drucken, für die hartes Filament nicht geeignet ist.
Der Druck ist mit einem Bowden-Drucker nicht ganz so einfach, aber machbar.
Mit 230 °C Drucktemperatur, 0.6er Düse am Creality CR6 SE, 60 °C BED-Temperatur funktioniert es ganz gut. Die Geschwindigkeit ist etwas langsamer, so ca. 20 – 30 mm/s
Wichtig: Für sauberen Druck muss der Lüfter AUS sein!
Alles fest! Manches lose!
Nach vielen Stunden Druck hat mein 3D-Drucker angefangen, streifig zu drucken.
Zuerst waren es nur feine Linien in Richtung der Z-Achse, also ein leichter Versatz der Schichten.
Dann wurde es immer mehr. Im Vergleich mit einem 2. Drucker ging das nicht mehr.
Zuerst dachte ich an eine verstopfte Düse, aber dann habe ich erst einmal alle Verschraubungen überprüft, die Spannung der Antriebsriemen. Alles, was irgendwie wackeln könnte.
Alles vorsichtig nachgezogen und tatsächlich – die Führung der Z-Achse war auf einer Seite komplett locker.
Die Schrauben wären früher oder später abgefallen.
Festgezogen – druck wieder, wie neu.
Aber Achtung – die Rollen haben teilweise unsymmetrische Löcher!
Das dient dazu, die Rollen in Richtung der Führungsschiene zu drehen. Das Anziehen der Schrauben dreht die Rolle also in Richtung Achse – oder auch wieder davon weg!
Einige Dinge, wie z.B. Kugellager und gerade die Rollen, sollte man auch nicht zu fest anziehen, weil sonst die Reibungskräfte zu groß werden – Handbuch beachten!
Also : Alles fest anziehen, bis auf die Dinge, die man nicht fest anziehen soll – alles klar?
First Layer Porn
Neben der korrekten Einstellung der Temperatur ist das korrekte Leveln des Druckbetts eines der wichtigsten Dinge überhaupt.
Mit schiefer Unterlage wird der Druck einfach nichts.
Da manche Maker in Exstase geraden, wenn die erste Schicht optimal gedruckt wird, spricht man hier auch von First-Layer-Porn.
Einige Drucker verwenden immer noch manuelle Einstellrädchen, bei denen man ein Stück Papier zwischen Düse und Oberfläche klemmen muss und dabei hofft, dass die Drehung am einen Rad nicht die Einstellung an einer anderen Stelle wieder verdreht.
Ich würde nur noch Drucker mit automatischem Leveln empfehlen.
Mein Creality CR-6 SE macht das ganz hervorragend:
Erst mal die Maschine vorheizen, da sich bei Wärme alles ausdehnt, das kann schon entscheidet sein, wir arbeiten im 1/10 mm Bereich!
Über das Menü oder mit den Befehlen G28 (Go home) und G29 (Autolevel) im Terminal dauert es keine 2 Minuten, bis der Drucker korrekt eingestellt ist.
Danach kann es mit dem Drucken losgehen.
Man muss das übrigens nicht vor jedem Druck machen, aber ab und zu ist es ganz empfehlenswert, die Einstellungen zu überprüfen.
Beim Abziehen eines Objektes oder beim Abnehmen des Druckbetts ist anschließend gerne mal was verstellt.
Bei großen Druckjobs würde ich immer vorher leveln. Geht ja schnell.
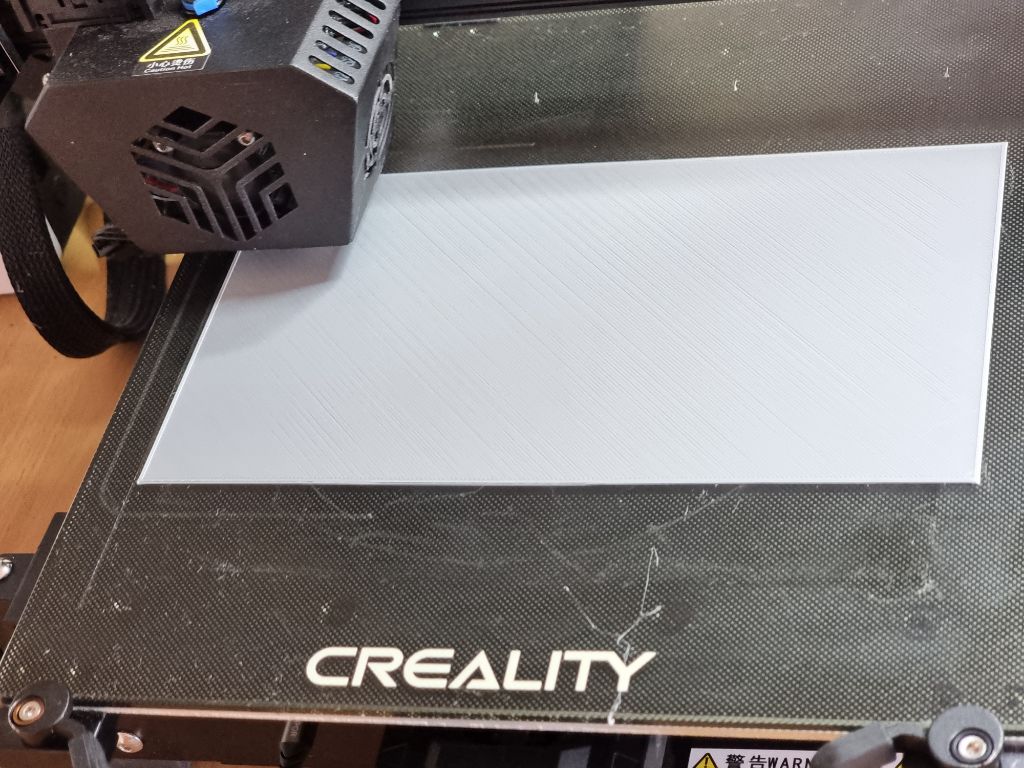
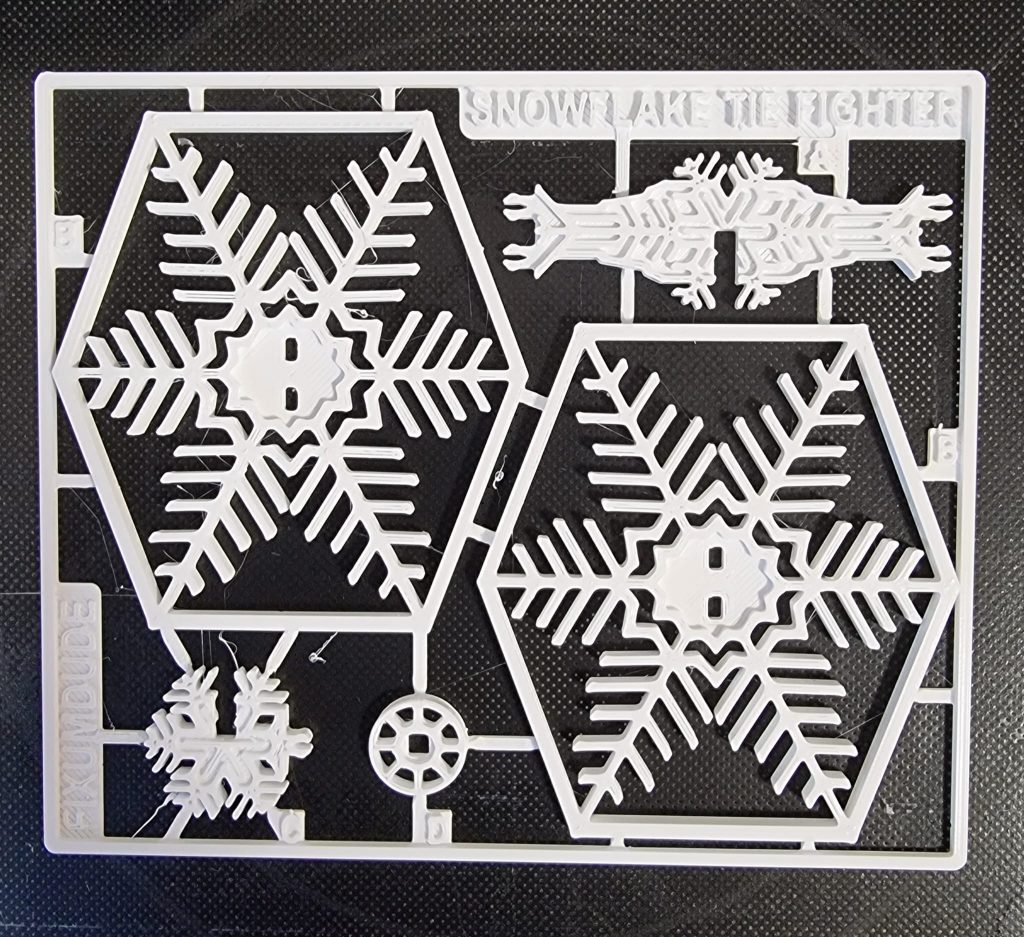
LANGSAM anfangen, schnell drucken!
Die meisten User werden mit den Standardeinstellungen drucken.
Obigen Druck bekommt man so aber fast nicht hin, denn irgendein winziges Element wird sich vermutlich immer lösen und den Druck versauen.
Das muss nicht 99% sauber gedruckt werden, sondern 100%.
Das Problem ist die Haftung der ersten Schicht!
Dafür gibt es in Cura die Einstellung Initial Layer Print Speed
Die erste Schicht druckt man gaaaaaannnnnnnz langsam. Ich verwende hier nur 10mm/s.
Damit und mit sauber geleveltem Druckbett, gibt es eine sehr gute Verbindung des Drucks mit dem Druckbett. Danach kann man auf normale Geschwindigkeit umstellen, denn die Schichten untereinander haften in der Regel sehr gut.
Also – wenn das nächste Mal ein Druck nicht halten will – die erste Schicht ganz langsam drucken!
Oberflächenreinigung!
Eine saubere Oberfläche ist fast genauso wichtig, wie das korrekte Leveln oder die richtige Temperatureinstellung.
Fett, Öl oder andere Verunreinigungen können einem nicht nur das Druckobjekt versauen, sondern führen auch gerne dazu, dass sich das Objekt beim Druck vom Druckbett löst.
Manchmal sofort, manchmal auch erst nach ein paar Stunden Druck.
Sehr ärgerlich.
Das Glasbett bei meinem Drucker lässt sich nach Öffnen der 2 Hebel an der Frontseite einfach entnehmen.
Nach vielen Versuchen mit Isopropanol-Alkohol, Fensterreiniger und anderen Dingen, habe ich gemerkt, dass das beste Mittel einfach Spüli ist!
Einen Tropfen Spüli auf die Glasplatte und unter dem Wasserhahn abreiben.
Danach sauber abtrocknen, Glasplatte in den Drucker, neu Leveln, drucken.
Achtung – kein rückfettendes Spülmittel verwenden.
Das pflegt zwar die Hände, aber nicht den Druck.
Update: Es kommt auf das Filament und die Druckfläche an!
Manchmal ist Spüli besser, manchmal Isopropanol – einfach ausprobieren!
Übrigens:
Aceton nimmt man niemals zur Reinigung irgendwelcher Teile am Drucker, auch nicht für das Druckbett. Aceton löst so ziemlich alles auf, was irgendwie aus Kunststoff, bedruckt oder beschichtet ist.
Außerdem ist es extrem ungesund.
Wird zwar öfters im Internet angepriesen, aber man sollte nicht alles glauben.
Zugluft vermeiden!
Rauchen schadet Ihrer Gesundheit – und dem 3D-Druck!
Ich hatte Besuch im Büro, nebenher lief der 3D-Drucker.
Eine senkrechte Fläche wurde gedruckt, die bereits 2x streifenfrei gedruckt worden war.
Ein perfektes Druckergebnis!
Diesmal jedoch hatte der Druck unschöne Streifen, durch leichten Versatz der Layer.
Was war passiert?
Der Besuch war ein Raucher (er nutzte so ein Elektro-Inhaliergerät).
Rauchen ist bei mir im Büro nicht erlaubt, daher musste er 3x auf den Balkon.
Tür auf, raus, Tür zu. Ein paar tiefe Züge und wieder zurück ins Büro. Tür auf, rein, Tür zu.
Genau dieses Öffnen der Tür konnte man am fertigen Druck erkennen!
Dabei steht der Drucker 3 Meter entfernt von der Tür. Es war aber ziemlich windig!
Teure Drucker verwenden daher auch ein geschlossenes Gehäuse und für manche Filamente, wie z.B. ABS ist ein geschlossener Bauraum beinahe schon Pflicht. (Ohne geht auch, ist aber nicht zu empfehlen).
Also – vermeidet Zugluft!
Pyrolyse reinigt den Druckkopf!
Wer sich mit 3D-Druck beschäftigt, wird es früher oder später mit einer verstopften Düse zu tun bekommen.
Die meisten Verstopfungen lassen sich durch Aufheizung des Druckkopfes und dann mit einer feinen Nadel (meistens mitgeliefert) von vorne durch die Düse entfernen. Manchmal muss man die Düse aber auch ausbauen und im schlimmsten Fall sogar auswechseln.
Düsen sind Verschleißteile und relativ billig. Bei meinem Creality CR5-S1 gab es aber Lieferschwierigkeiten, weil das Gerät eine neue Highspeed-Düse verwendet und damit ein kleiner Exot ist.
Nach Einbau der mitgelieferten Ersatzdüse machte ich mir daher Gedanken, ob ich die verstopfte Düsen wieder ans Laufen bekommen könnte.
Durchbohren war keine Option – so präzise kann ich das als Heimwerker nicht.
Zufällig wollte meine Frau an diesem Tag den Backofen reinigen. Mit Pyrolyse!
Das ist eine Funktion, bei der der Backofen auf 500 °C aufgeheizt wird.
Alle Verschmutzungen verkokeln dabei zu Asche.
Danach muss man das Gerät nur noch feucht auswischen – sauber!
Nicht jeder Backofen hat die Funktion!
Ich hab also einfach die verstopfte Düse in den Backofen gelegt.
Nachdem die Reinigung durchgelaufen ist, war die Düse tatsächlich wieder sauber!
PLA ist organisch, das ist komplett zu Asche und Staub verkokelt.
Fein!
Natürlich sind neue Düsen besser. Wie gesagt – Verschleißmaterial.
Aber in der Not, oder wenn eine ganz neue Düse verstopft, kann man das ausprobieren – es funktioniert!
Umweltschonung!
PLA ist ungiftig und meistens aus Maisstärke oder ähnlichem Bio-Material hergestellt.
PETG ist ebenfalls ungiftig, aber auf Erdölbasis produziert.
ABS ist dagegen nicht wirklich gesund und die Dämpfe beim Druck sollten nicht eingeatmet werden.
Essen sollte man natürlich keins der Filamente und Lebensmittelecht sind sie auch nicht.
Allein schon der Abrieb beim Drucken spricht dagegen, irgendwelche Objekte zu drucken, die mit Lebensmittel in Berührung kommen, auch wenn es viele solche Dinge im Web zu bestaunen gibt.
Kunststoffe sind natürlich nicht gut für die Umwelt. Bei PLA kann man bedingt von Umweltverträglichkeit ausgehen. PETG ist schon kritischer.
Die Filamentspulen sind allerdings meistens aus herkömmlichem Kunststoff und nicht in 3D-Druck.
Welches Material genau verwendet wird, steht nicht drauf, aber Plastik ist einfach umweltschädlich.
Daher mein Tipp:
Seit einiger Zeit bieten immer mehr Hersteller Filament auf Papp-Spulen an.
Das ist unbedingt den Plastikspulen vorzuziehen!
Denkt daran, wenn Ihr Filament kauft!
Die richtige Düse!
Die richtige Düse ist für den korrekten Druck entscheidend!
Der Durchmesser der Druckdüsen liegt in der Regel bei 0.4mm. Darauf sind die meisten Drucker optimiert und damit kommt man auch ganz gut zurecht.
Feinere Düsen sind nur für Spezialanwendungen.
Gröbere Düsen, wie 0.6mm nimmt man, wenn es schnell gehen muss.
Die Druckzeit wird damit um über die Hälfte reduziert. Allerdings wird der Druck auch gröber.
Man muss also abwägen, ob es einem das wert ist.
Ein anderer Grund für den Einsatz einer dickeren Düse ist das Material!
Manche Filamente, wie beispielsweise Holz, Stein oder Metall enthalten tatsächlich feinste Partikel aus dem entsprechenden Material.
Das kann bei zu dünner Düse dazu führen, dass der Druckkopf verstopft.
Es gibt mittlerweile aber auch Holz- oder andere Filamente, die problemlos mit einer 0.4er-Düse druckbar sind. Einfach die Rezensionen oder die Community fragen.
Einige Filamente sind abrasiv, d.h. rau. Die schmirgeln beim Druck die Düse ab.
Dadurch wird der Druck immer unsauberer und irgendwann geht nichts mehr.
Abhilfe: Regelmäßig die Düse wechseln oder eine Hartmetall-Düse verwenden.
Standard-Düsen sind aus relativ weichem Metall.
Hartmetall-Düsen haben aber den Nachteil, dass die Temperatur nicht so gut gehalten wird, d.h. es werden höhere Ansprüche an den Druckkopf gestellt, der Durchfluss ist nicht ganz so gleichmäßig.
Hartmetall ist robuster, Weichmetall erzeugt meistens konsistenteren Flow.
Prinzipiell muss man immer überlegen, WAS man drucken will und WELCHE Düse sich dafür am besten eignet.
Im Prinzip kann man mit der Standard 0.4mm-Düse 90% der Objekte drucken.
Bei den anderen muss man abwägen, welche Vor- und Nachteile einem wichtiger sind.
Optimierung der Druckvorlage!
3D-Druck ist langsam. Man braucht schon einiges an Geduld.
Wenn man die Vorlage aber auf die Eigenschaften des Druckers optimiert, dann kann man einiges an Zeit sparen.
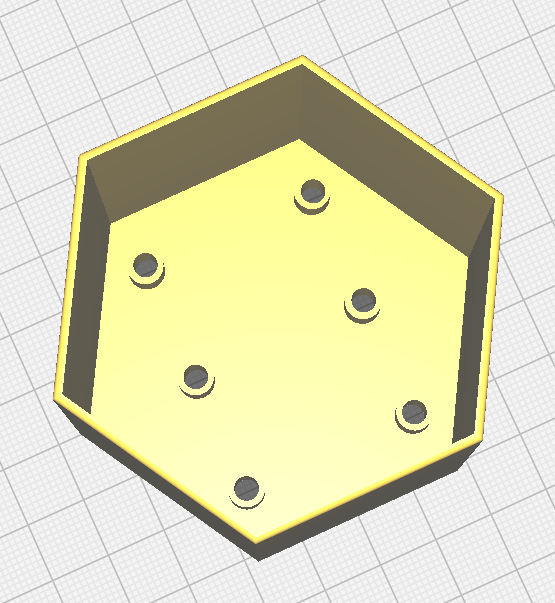
Als Beispiel habe ich hier einen sechseckigen Pflanztopf für das Wasserspiel.
Die Wanddicke einfach so auf 2mm gestellt, bringt eine Druckzeit von 4h 50 Minuten.
Die Wanddicke im Druck ist 0.8mm innen und außen. Dazwischen wird mit einem Muster gefüllt. Man kann jetzt die Druck-Wanddicke auf 1mm vergrößern, oder die Objekt-Wanddicke auf 1,6mm reduzieren, damit keine Füllung gedruckt werden muss. Die wird nämlich in wildem Zickzack gedruckt (je nach Füllmuster). Das ist langsam und kann zu Unsauberkeiten führen.
Man kann natürlich auch im Slicer die Wanddicke ändern.
1,6mm in der Vorlage und 0,8mm im Slicer (innen und aussen + 1,6mm) ist gut.
2mm und 2x 1mm ist auch gut.
2mm und 2x 0,8mm ist schlecht. Da rödelt der Drucker im Zwischenraum, das ist nicht gut.
Der Druck wird unsauber und dauert länger.
Natürlich gilt das nur für dünne Wandobjekte. Es ist meistens nicht sinnvoll, die Wandstärke auf zu große Werte zu setzen.
Mit der Optimierung reduziert sich die Druckzeit auf 3 Stunden 29 Minuten!
Der Unterschied am Objekt ist minimal, der Effekt im Druck riesig!
Fast 1, 5 Stunden gespart.
Natürlich kann man auch die Geschwindigkeit im Druck höher stellen, die Qualität reduzieren und noch vieles mehr. Hier gibt es aber fast 50% ersparte Druckzeit, nur durch richtige Einstellung der Linienstärke.
Altes Filament
2017 hatte ich gedacht, man bräuchte möglichst viele Farben für den 3D-Druck.
Da habe ich mir um die 20 Rollen Filament zugelegt. Das war natürlich eine doofe Idee.
Filament ist nicht unbegrenzt haltbar.
In 2022 sind die alten Rollen weitgehend unbrauchbar.
Mit einem Filament-Heizer kann ich das Material trocknen, aber trotzdem wir das Zeug spröde und druckt nicht mehr sauber.
Einiges PLA und PETG konnte ich noch für grobe Dinge verdrucken, aber ein paar Rollen musste ich dann doch entsorgen. Wenn mitten im Druck der Faden reisst, ist das nicht so toll.
Neues Filament ist mittlerweile auch weiterentwickelt (PLA+) und hat viel bessere Druckeigenschaften.
Aber ich nehmen jetzt immer nur noch eine Rolle in den Drucker, eine auf Lager und wenn ich Farbe benötige, dann wird das anschließend einfach angemalt.